



刀片精度低,跳动量太大,面铣刀加工的平面光洁度将降低,甚至出现沟状。高精度数控机床上刀片的跳动量应控制在2~5μm。随着数控机床的发展,相应出现刀片的表面改性涂层处理(基体为高速钢、WCo类硬质合金、Ti基类金属陶瓷),很大程度上提高了刀片精度。
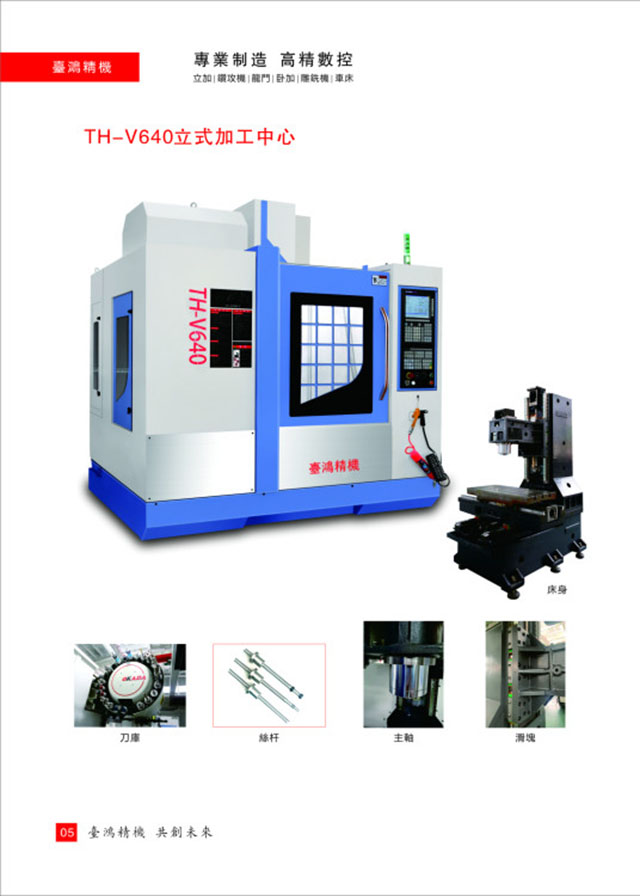
选择加工中心机需要选择一个有质量保障的品牌厂家,品牌厂家加工中心机才能更好地保证零件加工的精度和品质。2、加工中心机有线轨加工中心机和硬轨加工中心机。线轨加工中心机加工速度快,精度高,硬轨加工中心机适合用于重切削加工。不同的零件加工需要选择不同的加工中心机。3、在选择加工中心的时候,还需要了解加工中心机的刀库数量。刀库不一样,加工中心机的换刀速度也会不一样,客户可以根据加工产品需求来选择合适的刀库。

试件的材料、刀其和切削参数试件的材料和切削刀具及切削参数按照制造厂与用户间的协议选取,并应记录下来,推荐的切削参数如下: 切削速度:铸铁件约为50m/min;铝件约为300m/min. 进给量:约为(0.05~0.10)mm/齿。 切削深度:所有铣削工序在径向切深应为0.2mm.

刀具切削部分的几何参数对切削效率的高低和加工质量有很大影响,高速切削时的刀具前角一般比普通切削时小10°,后角大5°~8°。为防止刀尖处的热磨损,主、副切削刃连接处应采用修圆刀尖或倒角刀尖,以增大局部刀尖角,增大刀尖附近切削刃的长度和刀具材料体积,以提高刀具刚性和减少刀具破损率。






