刀具切削部分的几何参数对切削效率的高低和加工质量有很大影响,高速切削时的刀具前角一般比普通切削时小10°,后角大5°~8°。为防止刀尖处的热磨损,主、副切削刃连接处应采用修圆刀尖或倒角刀尖,以增大局部刀尖角,增大刀尖附近切削刃的长度和刀具材料体积,以提高刀具刚性和减少刀具破损率。

当前以高速切削为代表的干切削、硬切削等新的切削工艺已经显示出很多的优点和强大的生命力,成为制造技术提高加工效率和质量、降低成本的主要途径。



 1565890599913819911862
1565890599913819911862
contact us
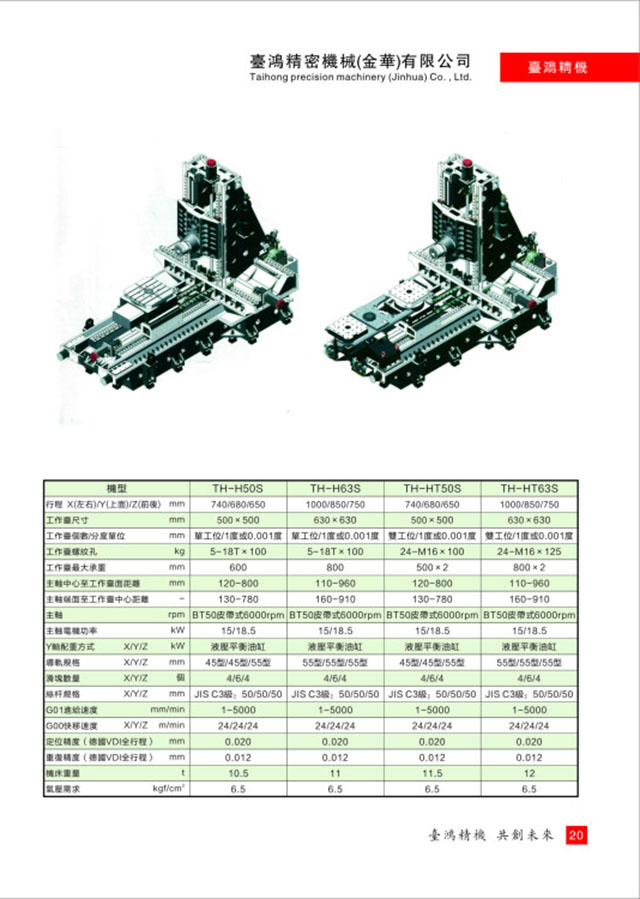
台鸿精密机械(金华)有限公司
联系人:舒总|祝总
电 话:15658905999
地 址:浙江省兰溪市永昌街道永昌新村红店头418号
发布时间:2021-03-29 22:20:13访问:297作者:
主要产品以精密型加工中心、高速加工中心、高速钻攻加工中心、龙门加工中心、卧式加工中心、精密型数控车床等
热门城市:浙江,杭州,宁波,金华,义乌,永康,东阳,浦江,台州,温州,绍兴,江苏,南通,常州,无锡,泰州,苏州,南京,上海,北京,天津
版权所有:台鸿精密机械(金华)有限公司 备案号:
 技术支持:
技术支持:





